2025-10-28
金属热处理基础知识总结
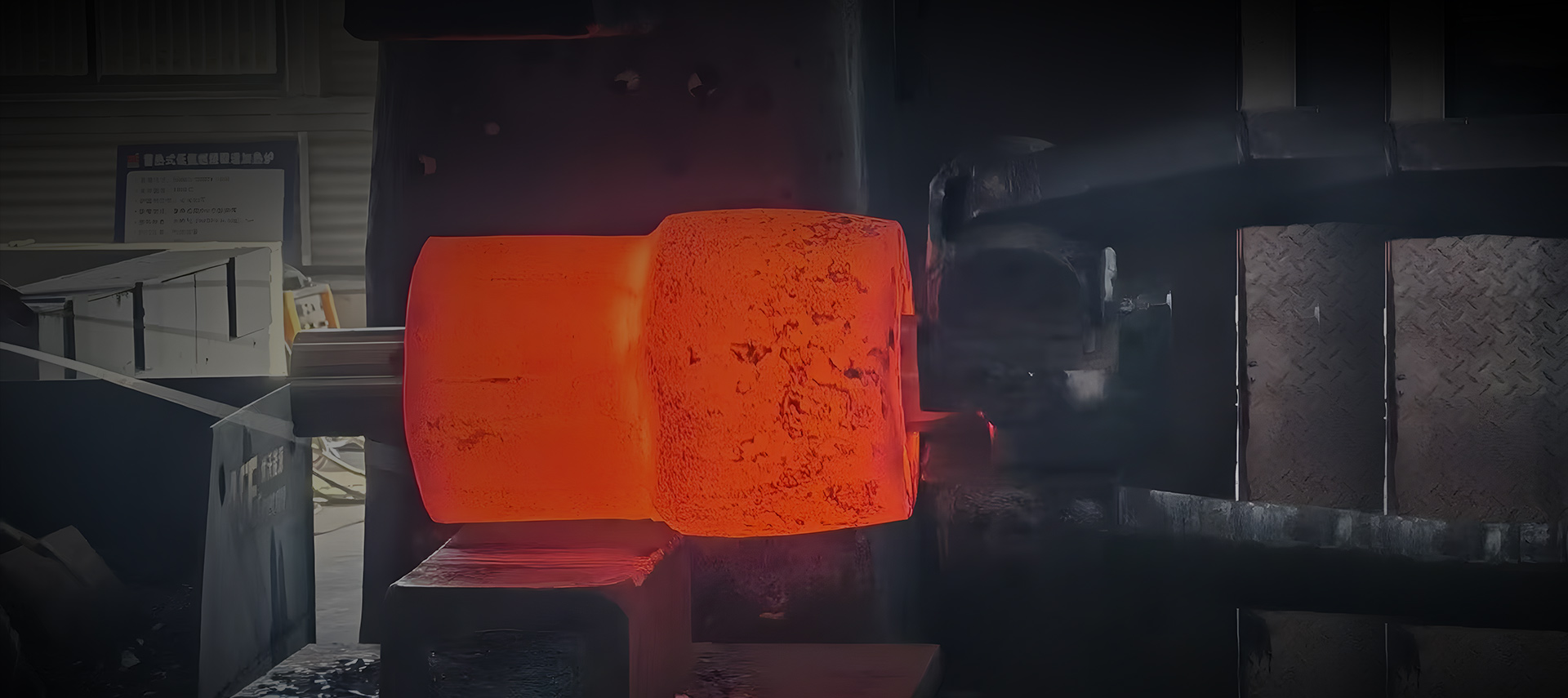
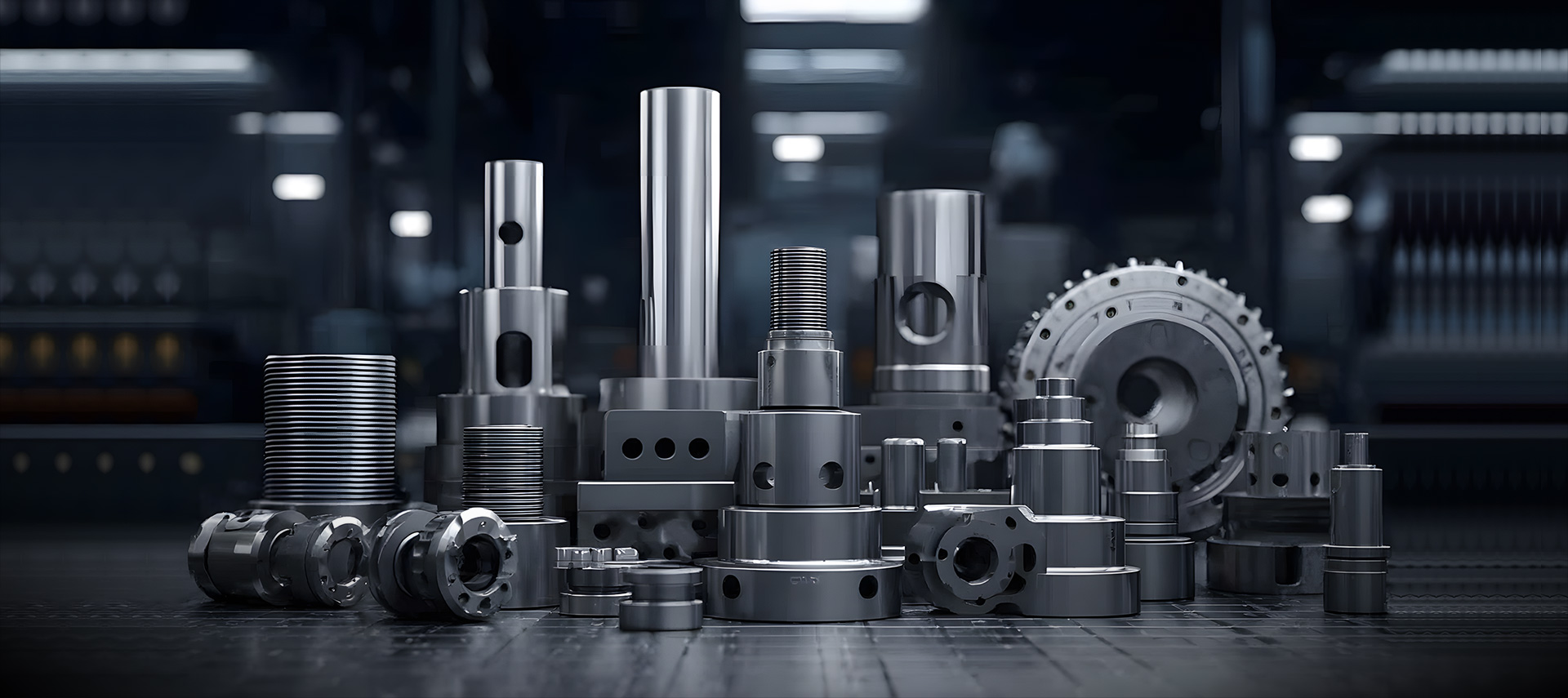
金属热处理是机械制造的重要工艺之一。与其他加工工艺相比,热处理一般不会改变钢产品的形状和整体化学成分,而是改变产品内部的微观结构或改变表面的化学成分,从而赋予或提高产品的性能。金属热处理的目的是提高金属的固有质量,使其具有所需的机械性能、物理性能和化学性能。除了合理选择材料和各种成型工艺外,热处理工艺通常也至关重要。钢是机械工业中使用更广泛的材料。钢的微观结构复杂,可以通过热处理来控制。因此,钢的热处理是金属热处理的主要内容。 热处理工艺 热处理过程一般包括加热、绝缘、冷却三个过程。有时只有两个过程:加热和冷却。这些过程是相互关联的,不能被中断。加热是热处理的重要过程之一。金属热处理的加热方法有很多种。木炭和煤更初被用作热源,更近又使用液体和气体燃料。电力应用使供暖易于控制,且不会造成环境污染。这些热源可用于直接加热,或通过熔盐或金属,甚至漂浮颗粒间接加热。 加热温度是热处理工艺的重要工艺参数之一。加热温度的选择和控制是确保热处理质量的主要问题。加热温度根据所加工的金属材料和热处理的目的而变化,但通常将其加热至相变温度以上以获得高温结构。此外,转变需要 的时间。因此,当金属表面达到所需的加热温度时,必须在该温度下维持 时间,以使内部和外部温度一致,并且微观结构转变完成。这段时间称为绝缘。采用高能量密度加热和表面热处理时,加热速度快,一般没有保温时间,而化学热处理的保温时间通常较长。 冷却也是热处理过程中不可或缺的步骤。冷却方法根据工艺而变化,主要控制冷却速率。一般来说,退火的冷却速度更慢,正火的冷却速度更快,淬火的冷却速度比正火更快。但由于钢材类型不同,要求也不同。 表面热处理 是一种金属热处理工艺,仅加热金属的表面层以改变表面层的机械性能。为了只加热金属表面而不向金属内部传递过多的热量,所使用的热源必须具有高能量密度,即每单位面积向金属提供大量的热能,使得金属的表面或部分可以在短时间内达到高温。表面热处理的主要方法包括火焰淬火和感应加热热处理。常用的热源包括氧乙炔、氧丙烷、感应电流、激光和电子束。 化学热处理 是一种改变金属表面化学成分、结构和性能的金属热处理工艺。化学热处理是将金属加热在含有碳、盐介质或其他合金元素的介质(气体、液体、固体)中,并长时间保温,使金属表面能够渗透碳、氮、硼、铬等元素。元件渗透后,有时会进行淬火和回火等其他热处理过程。化学热处理的主要方法包括渗碳、氮化、金属化。 总体而言,金属热处理是机械零件、工具和模具制造过程中的重要工艺之一。它可以保证和改善金属的各种性能,例如耐磨性、耐腐蚀性等。另一方面,它还可以改善毛坯的结构和应力状态,以促进各种冷加工和热加工。

 English
English 中文简体
中文简体